Internal Thread Repair

The selection of an appropriate thread repair method selected for a given application is determined by several factors including...
- Design of the workpiece being repaired
- Workpiece material of manufacture
- Type of thread damage being corrected
- Pull-out strength required of the repaired thread
- Physical access to the workpiece to accomplish the repair
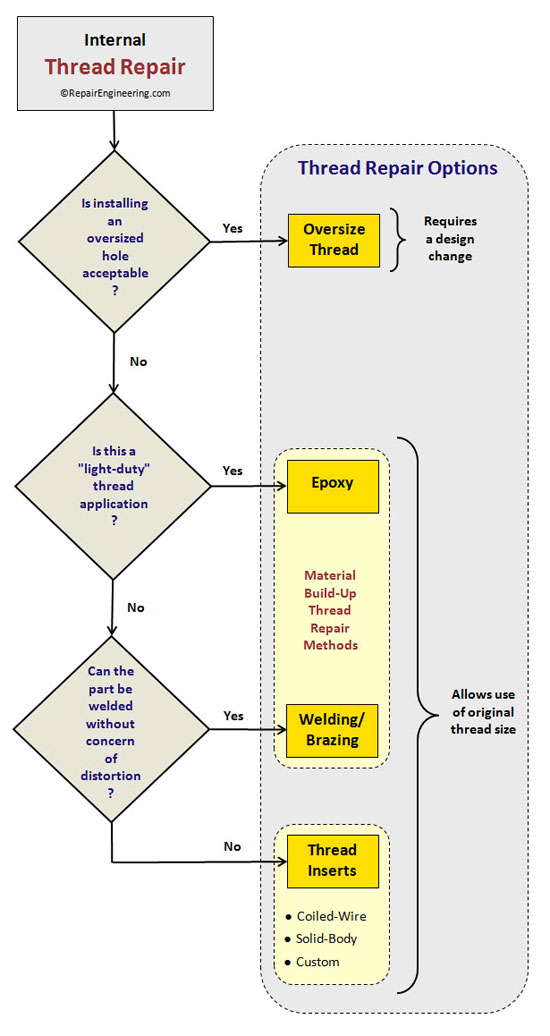
The following flowchart provides some general guidelines to consider when determining an appropriate repair method.
Click on the yellow link buttons to navigate to a specific section of interest...
What causes thread damage to occur?
Thread damage can occur as the result of one or more of these factors...
- Use of incorrect bolt torque specifications.
- Cross-threading or improper installation of fastener.
- Use of incorrect fastener size or thread pitch.
- Thread galling caused by engagement with fasteners with a similar material hardness. Some materials, such as stainless steels are particularly susceptible to this type of damage.
- Rusting (oxidation) or dissimilar metal corrosion of the engaged fastener in the threaded hole.
- Failure of a threaded connection due to excessive pull-out force.
- Thread fretting caused by vibration during machine operation.
- Wear of the thread material itself as a result of repeated use.
- Thread damage as a result of breaking a fastener or tap in the hole.
Oversize Thread Repair Method Sometimes the most straight-forward repair method is to simply drill out the stripped thread and either tap or threadmill the hole for the next larger size.
This method is sometimes is used to repair threads in power-generation valves and turbine casings that become corroded after years of service.
What are the advantages and disadvantages of using the Oversize Thread Repair Method?
Advantages:
- Depending on the circumstances, this can be the fastest and easiest thread repair method to accomplish.
- The perception of using a mix of thread sizes in a bolt hole pattern is usually undesirable. A mix of thread sizes requires a non-standard selection of fasteners, different torque specifications, and is cosmetically obvious.
For these reasons, the choice is often made to over-size all of the threads in a pattern, even if only a single threaded hole actually requires a repair. The time required to modify all of the threaded holes can be significant.
- Depending on the design of the part, a modification to the corresponding holes of the mating part is sometimes also required to accommodate the oversized fasteners.
- The oversized tapped hole may weaken the part as material is removed in a slender cross-section, depending on the design of the part.
Return to Flowchart
Epoxy Thread Repair Method
For non-critical, light-duty applications, the mating fastener itself can be used as a tool to form the new threads using epoxy thread repair compound.
Epoxy thread repair products are not intended for use in "critical" applications or in highly-stressed parts.
Critical applications are those that could result in damage to either equipment or life in the event of a part failure. Examples of critical applications include brake systems, steering linkages, internal machine parts, etc.
Epoxy Thread Repair Procedure:
Following is a general process step outline.
If considering this method, be sure to obtain and follow the specific recommendations provided by the manufacturer of the epoxy thread repair compound to determine its suitability for the intended use.
- Clean the surface to be repaired to remove all grease, dirt, and contamination.
- Roughen the damaged female threads to help create a surface to which the epoxy will bond. Tools typically used in hole surface preparation include drills, carbide burrs, grinding stones, and rotary files.
- Apply a coating of release agent to the fastener male threads to help prevent the epoxy compound from bonding to those threads during the curing process.
- Following the instructions included with the thread repair kit, dispense both parts of the epoxy compound and mix thoroughly.
- Again, following the instructions included with the thread repair kit, apply epoxy material to both female and male parts making sure that that the threads of both parts are completely filled.
- Insert the coated male fastener into the female thread using a twisting motion. Center the fastener in the hole, and remove excess material.
Do not apply torque to the fastener at this point. - Following the instructions in the kit, allow the epoxy compound to cure before removing the fastener.
- Once the compound is cured, and the fastener is removed, the repaired threads are ready for use.

What are the advantages and disadvantages of using an epoxy thread repair compound? Advantages:
- Epoxy compound is used to repair many common sizes, types, and grades of threads. One repair kit is used for all thread sizes.
- Can be used in-place in awkward, difficult-to-access locations, if necessary, in a variety of applications.
- Epoxy compound is used to repair threads in most metals.
- Because the epoxy polymer compound does not corrode like other metals, it may actually provide a longer-lasting surface than the original base material in some applications. Refer to the manufacturer's specific recommendations.
- Intended only for use in light-duty, non-critical applications.
- Limited fastener torque values and thread pull-out strength, as compared to the strength of the base metal. Refer to instructions included with the epoxy thread repair kit for fastener torque recommendations.
- The epoxy may be affected by ambient conditions of the application including elevated temperatures, exposure to gasses or liquids that are not compatible with the compound. Refer to the manufacturer's specific recommendations.
Return to Flowchart
Welding Thread Repair Method Welding is a viable stripped thread repair method if the process can be performed without concern of distorting the part.

- Clean the area thoroughly using solvent to help minimize the possibility of contaminating the weld.
- Weld-up the existing hole. A flux-less, gas-shielded welding process is recommended to minimize the possibility of slag inclusions in the build-up material.
After the welding process is complete, remove the excess weld material by either milling or grinding so that it is flush with the surrounding surface. - Drill the new hole so that its axis is perpendicular with the originating surface. To properly locate the position of the new threaded hole, the following techniques are often used...
- Use the mating part to locate the position of the new hole. Simply align the two parts together and use a transfer punch to mark the new hole location.
- Threaded holes are typically arranged in a pattern. The locations of the existing holes in the pattern can be used as a reference in positioning the newly created threaded hole.
- Cut new threads in the hole by thread milling or using a tap.
Any grease or contaminants trapped in the original hole can cause hard spots to develop in the weld material.
To minimize the possibility of creating weld hard spots, it is a good idea to drill-out the damaged threads prior to welding the hole.
Also, drilling the hole slightly larger than the major diameter of the original threads will reduce the difficulty of tapping through the material heat-affected zone that can occur during welding.
What are the advantages and disadvantages of using welding as a thread repair procedure? Advantages:
- If performed properly, the weld procedure can result in a repair that is cosmetically and structurally no different than the original material.
- If an improperly-positioned threaded hole needs to be relocated in a part, welding is often the first choice repair method.
- Heat distortion during welding is a concern for close-tolerance parts, and for parts with a slender cross-section design.
- The tendency of some materials to form hard spots during welding limits the number of materials that are well-suited for this weld-repair process.
Return to Flowchart
Thread Repair Inserts What are threaded inserts, and why are they used?

In many situations, thread inserts are ideal to repair stripped threads. Thread inserts are also commonly used in new part designs because of the many benefits that they offer.
Thread inserts are supplied in a variety of configurations. However, there are basically two general categories of inserts...
- Helical Coiled-Wire Thread Insert
- Solid Body Thread Insert
Helical Coiled-Wire Thread Insert

This type of thread insert is made of a wire with a 60 degree, diamond-shaped cross-section.
The wire is coiled, and acts as a clock spring that becomes compressed when it is installed into receiving threads in the workpiece.
Solid-Body Thread Inserts
A solid thread insert is a metal cylindrical sleeve with threads on the inside and outside of the part. Various types of solid thread inserts are available. These inserts are differentiated by the way that each type is installed and retained.

This type of insert is supplied with integral locking tabs (called kees) that drive into the housing material during installation.
This article covers Keensert Thread Insert features and benefits, installation and removal instructions, and process animation video.

This type of insert has a compact body design that is made possible by synchronizing the pitch of the internal and external threads of the insert.
This article covers Time-Sert Thread Insert features and benefits, installation and removal instructions, and process animation video.

This type of insert use pre-applied thread-locking compound on its external threads that begins to set-up once installed.
This article covers EZ-LOK Thread Insert features and benefits, installation and removal instructions, and process animation video.Custom Threaded Inserts

Industrial repair projects frequently require the use of thread inserts that are not commercially available.
Some factors that may require a custom thread insert design include...
- Non-standard material of manufacture.
- Non-standard thread type and/or pitch.
- The dimensions of the required insert (wall thickness, diameter, or length) is not offered as a standard product.
What are the advantages and disadvantages of using threaded inserts? Advantages:
- The use of thread inserts can increase the strength of an assembly by distributing fastener clamping forces over a larger area of base material.
- Thread inserts can increase the pull-out force and wear resistance capability of the thread, particularly when installed in softer materials.
- Thread inserts are designed to be easily replaced in the event of a stripped thread, cross-threaded, or worn thread situation. In fact, high-useage fixtures are often designed with thread inserts for this reason.
- Thread inserts are easily installed using readily available repair shop equipment.
Disadvantages:
- Depending of the design of the base material housing, the threaded fastener installation mounting hole may weaken the part as material is removed in a slender cross-section.
- If not installed correctly, some types of thread inserts can tend to work out of their base material mounting holes over time.
Thread Repair Project Custom Thread Insert - Drill Rig Application

This repair project describes the step-by-step process of the design and installation of a custom thread insert in a Power Take-Off (PTO) housing.
Return to Thread Repair Flowchart
Impeller
Repair Project
 Impeller Repair
Impeller Repair
Related
Articles



Copyright © RepairEngineering.com. All rights reserved.
Content and images may not be reproduced in any way without permission.